En esta entrada os mostraremos los cómo utilizar una cortadora láser SW1290 y las precauciones que hay que tener.
La máquina de corte por láser SW1290 tiene un espacio de dimensiones 1200x900x400mm³. Su área de trabajo es de 1200×900 mm² y tiene una potencia de 60W, lo que permite cortar y grabar materiales con diferentes grosores.

Para poder realizar un trabajo de corte por láser, debemos instalar los drivers y el programa del fabricante que podréis encontrar aquí (necesitaréis una licencia con un coste de unos 500€ para utilizar el programa). El programa ofrece tres modos para realizar el trabajo, mediante unos plugins integrados en CorelDraw, en AutoCAD o su propio programa LaserCut.
En esta entrada describiremos cómo funciona el programa LaserCut, así como los parámetros de configuración recomendados para el corte por láser del robot DYOR con FDM de 3mm.
LaserCut
En programa permite de forma sencilla importar ficheros DXF que podremos utilizar para realizar el trabajo de corte por láser. Por supuesto podemos guardar un proyecto y posteriormente abrirlo a partir de las utilidades propias del menú ‘File’.
También dispone de utilidades típicas de edición (copiar, cortar y pegar, etc…), así como la posibilidad de dibujar primitivas sencillas como líneas, rectángulos, polilíneas, círculos/elipses, curvas Bézier y texto o realizar operaciones como espejo, copia de arrays, escalado y rotación, entre otras.
De forma avanzada podremos también controlar el punto en el que realiza el corte y establecer la posición del origen, pero esto sólo será necesario si observamos que hay algún aspecto claramente optimizable.
Para configurar un trabajo de corte por láser, debemos importar el diseño DXF con las diferentes capas, tanto de corte como de grabado, según el formato y las especificaciones indicadas en este documento.
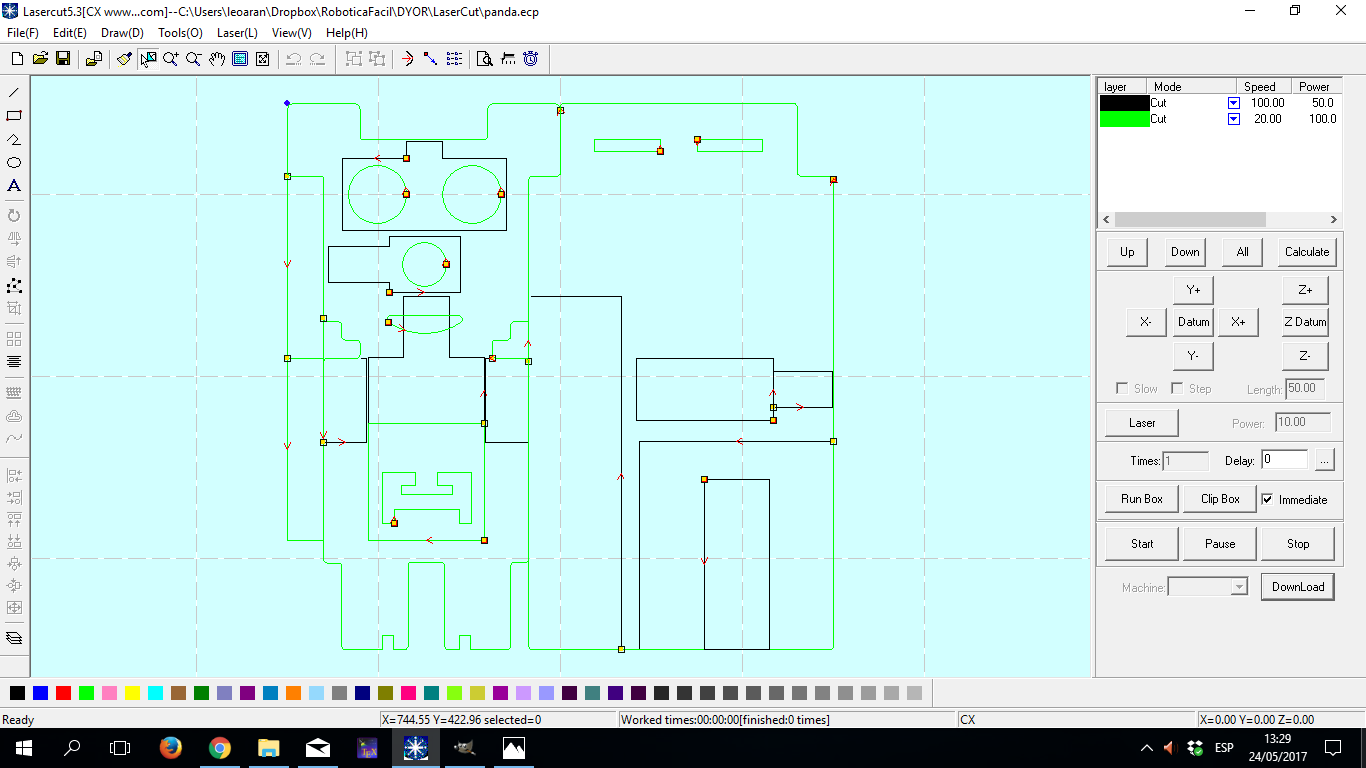
Lo importante es seleccionar adecuadamente un color diferente para capa, el color en sí mismo no es importante, pero cada color puede disponer de una configuración diferente. Por tanto, debemos especificar la velocidad de corte, la potencia, la potencia de las esquinas y el número de pasadas. Es interesante remarcar que el modo ‘graving’ para el programa LaserCut implica un vaciado de una región concreta mientras que el modo ‘cut’ implica simplemente el trazado perimetral. Dado que no queremos realizar un grabado (vaciado) de la pieza, nos referiremos en esta entrada a grabado al hecho de realizar un corte con poca potencia pero que no llegará a cortarla.
Para el material FDM de 3mm se utilizan los siguientes parámetros:
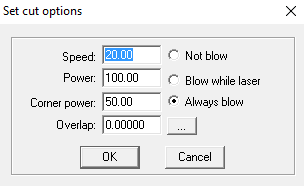
Corte:
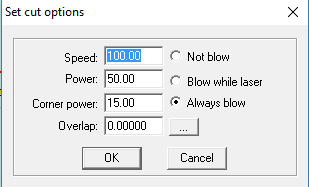
Grabado:
Los parámetros mostrados anteriormente son específicos para ese material y grosor, con lo que podrían ser diferentes en vuestro caso. Lo idóneo es hacer algunas pruebas preliminares con figuras de diferente tamaño hasta obtener la configuración que creáis más idónea para vuestro trabajo.
Tened en consideración que la velocidad es la velocidad máxima que puede alcanzar, pero que según el perfil de corte que esté realizando esta velocidad puede ser incluso menor. La velocidad máxima de la máquina es 400, pero esto sólo lo alcanza cuanto tiene que cortar/grabar trazados rectos de un tamaño razonablemente grande. La potencia de corte para las esquinas es importante configurarla, ya que la máquina realiza pequeños disparos en las esquinas que facilitan el resto del trabajo. Por lo general, la potencia de las esquinas es menor que la potencia nominal. Si nos pasamos con la potencia de las esquinas se podría a llegar a observar pequeños microperforaciones que a contraluz son claramente visibles. La potencia en cualquier caso no puede ser menor del 15%, ya que de lo contrario, la máquina desconecta el láser.
El orden de los colores indicará también el orden en el que las diferentes capas se realizarán, con lo que si queremos que una capa se realice antes que otra, debemos asegurarnos que el color de ésta aparece antes. Por lo general, para evitar problemas con el trabajo, seleccionaremos las piezas interiores que se corten antes que las exteriores, así al menos estará fijado todo el marco al material hasta finalizar el trabajo y no se desplazará como consecuencia del aire comprimido aplicado para enfriar el tubo del láser. También es conveniente en ocasiones aplicar pequeños microcortes en determinadas partes del diseño que permitan a las piezas quedarse unidas unas con otras, pero que al mismo tiempo puedan separarse con facilidad simplemente aplicando algo de presión sobre ellas.
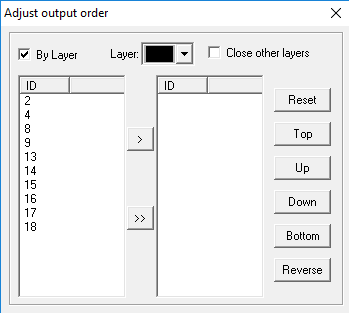
También es importante, dentro de todas las geometrías de un mismo color seleccionar el orden adecuado, para evitar que éstas consuman tiempos innecesarios de la máquina o incluso que generen algún problema como consecuencia de ser piezas pequeñas que se pueden volar fácilmente con el aire comprimido. En el menú ‘Tools’ tenemos la opción de ajustar el orden ‘Output order’.
Una vez configurado adecuadamente el trabajo, se puede descargar el fichero en la máquina persionando al botón ‘Download’ y después al botón ‘Export File’ (si la máquina no está conectada a nuestro PC) o ‘Download File’ (si la máquina está conectada a nuestro PC). La extensión de los ficheros que se generan es ‘MOL’.
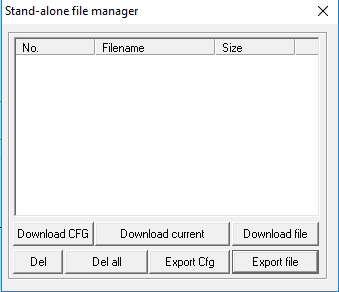
Podemos, por tanto, exportar el trabajo a un pendrive e insertar en el puerto USB de la máquina.
Para arrancar la máquina debemos de girar la llave y presionar sobre el botón ‘Marcha’ (en la parte frontal, no se aprecia en la foto).
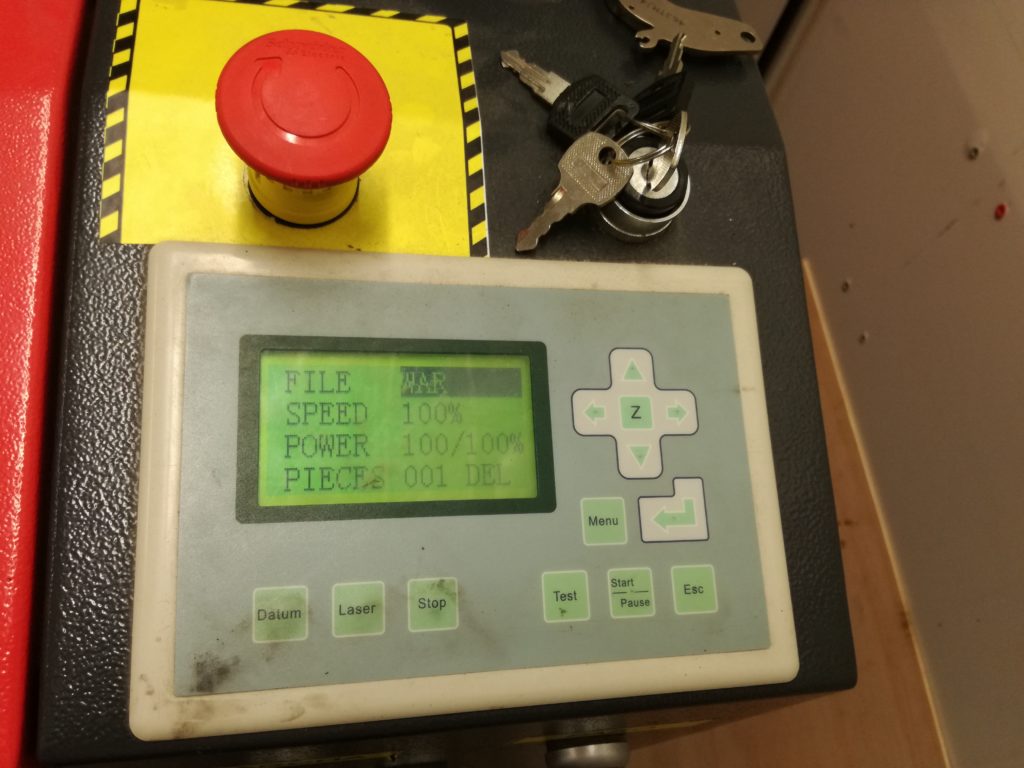
Una vez hemos arrancado la máquina, podremos insertar el pendrive con el fichero. La máquina reconocerá automáticamente todos los ficheros ‘MOL’ que tengamos en nuestro pendrive y nos preguntará qué fichero queremos descargar. Una vez descargado, procederemos a retirar el pendrive.
La máquina dispone de un sencillo menú en el que principalmente debemos asegurarnos que está seleccionado correctamente el trabajo que queremos realizar, que la velocidad y potencia de la máquina están al 100% (de lo contrario todo los parámetros que hemos configurado en nuestro trabajo escalarán proporcionalmente, esto puede ser en ocasiones conveniente si observamos que no se realiza el corte tal y cómo esperamos). Debemos además indicarle en número de veces que queremos que realice este trabajo (por defecto debería ser 1).
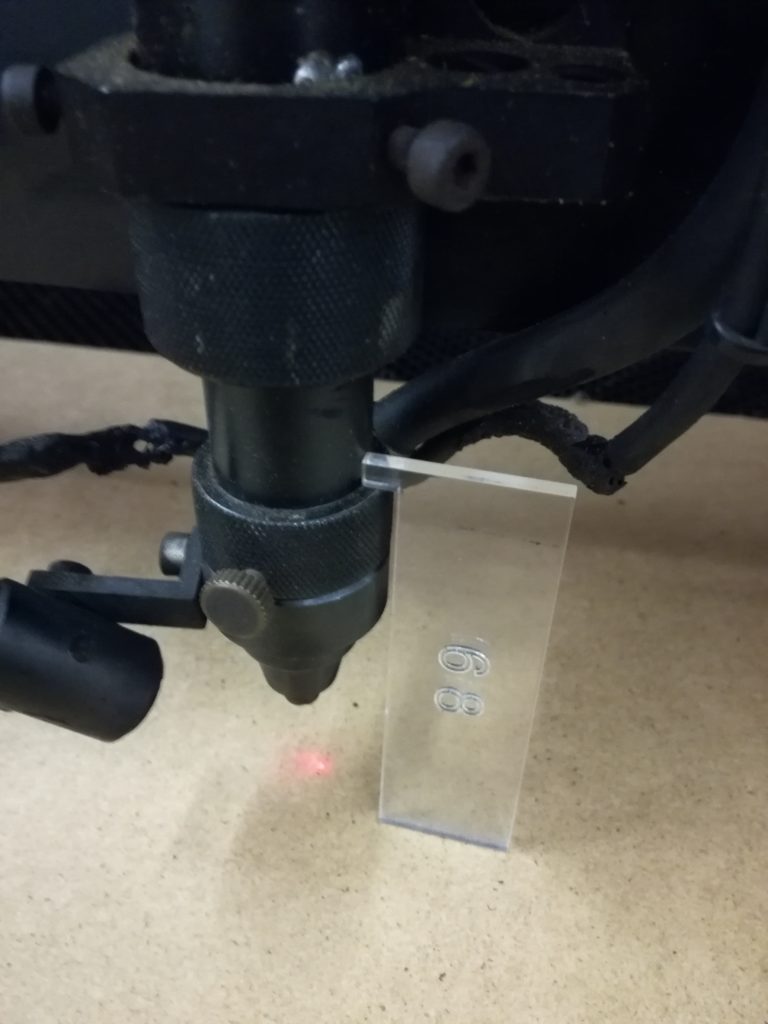
Además, debemos asegurarnos, que por el espesor del material, el láser está correctamente posicionado, es decir, que su separación es la correcta, ya que de lo contrario, el corte estará desenfocado y podría ser más grueso o fino de lo esperado. Para poder calibrar, existe una herramienta manual que nos permitirá determinar exactamente la altura del cabezal que necesitamos. Debemos colocarlo tal y como aparece en la siguiente foto y asegurarnos que la pieza está justo en contacto con el material que queremos cortar. Para poder subir y bajar la altura del cabezal, debemos pulsar el botón ‘Z’ del panel de control de la máquina y luego las flechas ↑ o ↓. Para salir del modo ‘Z’ debemos pulsar ‘Esc’.
Una vez estamos seguros de todo lo anterior, el siguiente paso es posicionar el cabezal de la máquina en la zona en la que queremos que realice el trabajo, pulsando las teclas ←, ↑, → y ↓ (si pulsamos de forma continuada la máquina se moverá más rápido). Recordad que el origen del trabajo lo podemos especificar en el programa y por tanto tomará este origen relativo a la posición actual del cabezal.
Una vez hemos posicionado el cabezal, pulsaremos el botón ‘Test’ para asegurarnos que el perímetro del trabajo no excede en ningún momento el área del material que queremos cortar, de lo contrario debemos volver a ajustar la posición del cabezal.
Antes de comezar el trabajo, debemos asegurarnos de que la entrada de aire comprimido está abierta, ya que de lo contrario podríamos dañar el tubo del láser.

Ahora ya estamos listos para presionar al botón ‘Start’. Verificad el correcto funcionamiento del trabajo con la aguja de consumo de corriente que tiene el indicador analógico de la máquina. Ante cualquier problema debemos pulsar la seta de emergencia. Una vez finalizado el trabajo la máquina avisará con un pitido.